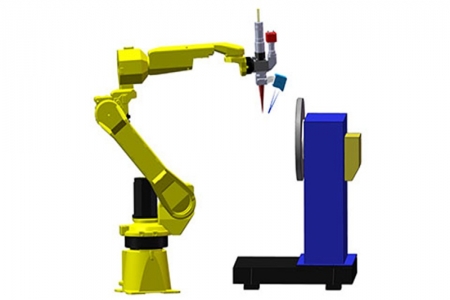
焊縫跟蹤系統在汽車車頂焊接中的應用也是非常廣泛的,以前都是采用國外進口的焊縫跟蹤系統,現在國產如鐳爍光電的焊縫跟蹤系統已經能夠平替國外進口品牌,而且價格只有國外的1/3-1/2左右。

1. 車頂焊接的特殊性
大尺寸曲面焊接:汽車車頂通常為連續大弧度曲面,焊縫長度可達數米,需確保焊槍沿復雜曲面的穩定跟蹤,避免因機器人軌跡偏差導致的焊接缺陷。
薄板材料變形控制:車頂多采用0.6~1.2mm薄鋼板或鋁合金,熱輸入敏感,焊接過程易產生波浪變形,需實時調整焊接參數避免焊縫過程中造成的變形。
天窗/加強梁集成:車頂集成天窗框架、橫縱加強梁等部件,焊縫分布于多層級結構交界處,需高精度識別不同高度焊縫。
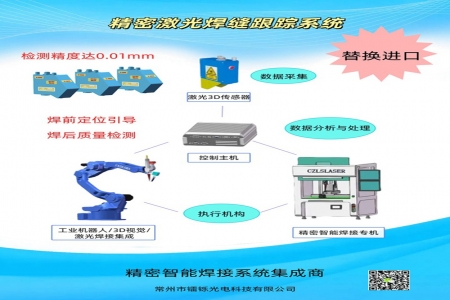
2. 焊縫跟蹤系統的優勢
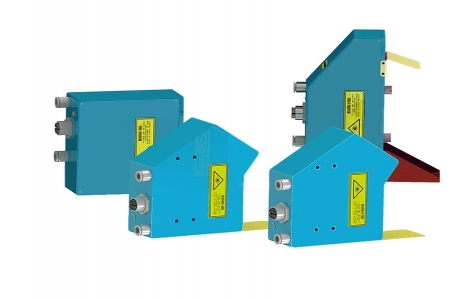
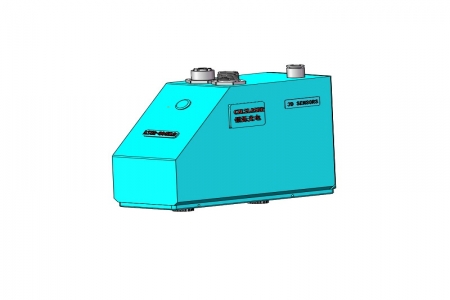
鐳爍光電的焊縫跟蹤系統采用多線激光掃描,實時生成車頂焊縫三維輪廓,解決長焊縫連續跟蹤難題,精度達±0.01mm。
車頂表面高反光涂層(如鍍鋅層)會干擾激光檢測,焊縫跟蹤系統采用 短波藍光激光(450nm) 結合窄帶濾光片,可以抑制環境光干擾,提升圖像信噪比,提高焊縫跟蹤的檢測準確率。
3.焊縫跟蹤系統在車頂焊接中的應用
車頂與側圍搭接焊:車頂與側圍拼接處存在裝配間隙(0~2mm),傳統焊接易漏焊。通過焊縫跟蹤系統實時檢測間隙,動態調整焊絲送進速度填充間隙,避免焊瘤或未熔合。
天窗開口環焊:天窗框架與車頂開口需360°密封焊接,焊道環繞復雜幾何邊界。基于視覺傳感器的 邊緣輪廓識別算法,提取天窗開口的橢圓/多邊形特征,生成自適應焊接路徑,確保拐角處焊槍姿態優化。
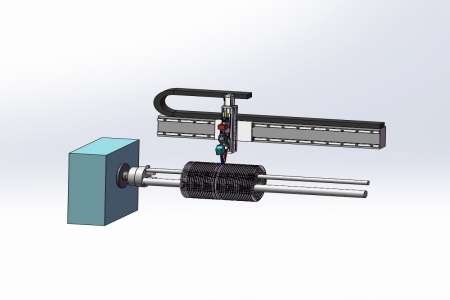
車頂流水槽焊接:車頂兩側流水槽為深V型槽結構,傳統焊槍難以深入且易碰撞。搭載微型化焊縫跟蹤傳感器,配合 蛇形臂焊接機器人,在狹小空間內實現焊槍位姿實時糾偏。
車頂焊接對焊縫跟蹤系統的要求更側重大范圍掃描精度、抗復雜反射干擾及多材料適應性。隨著新型傳感技術和智能算法的融合,未來激光焊縫跟蹤系統將引領車頂焊接向“零缺陷自適應”方向發展,進一步支撐汽車輕量化與個性化制造需求。