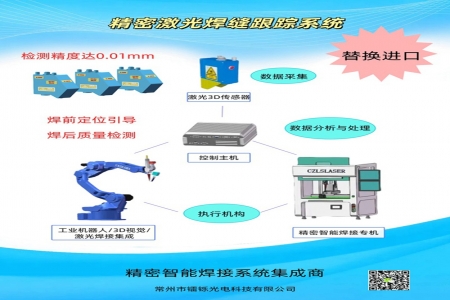
目前的激光焊接機器人加裝焊縫跟蹤系統(tǒng)后可以大大的提高焊接效率和焊接精度。焊縫跟蹤系統(tǒng)是一種用于實時檢測和調整焊縫位置的裝置,它通常由傳感器、數據處理系統(tǒng)和執(zhí)行機構組成。以下是焊縫跟蹤系統(tǒng)工作原理和應用優(yōu)勢:
1. 焊縫跟蹤系統(tǒng)的工作原理
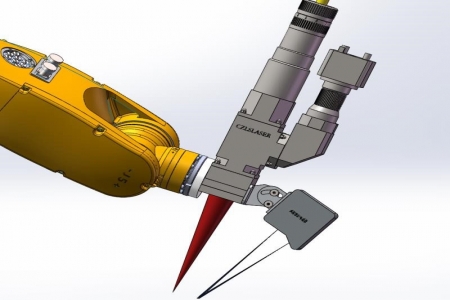
傳感器檢測焊縫位置
焊縫跟蹤系統(tǒng)通過傳感器(如激光傳感器、電弧傳感器、視覺傳感器或超聲波傳感器)實時采集焊縫的位置、形狀和尺寸信息。
傳感器可以檢測焊縫的偏離(如偏移量、角度偏差等),并將其轉化為電信號。
數據處理與反饋
傳感器采集的數據被傳輸到焊縫跟蹤系統(tǒng)的控制器中,經過計算和分析,確定焊縫的實際位置與目標位置之間的偏差。
控制器根據偏差信息,向機器人發(fā)出調整指令。
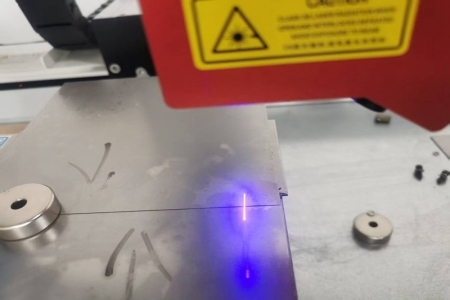
機器人調整焊槍位置
接收到調整指令后,焊接機器人會實時調整焊槍的位置和角度,確保焊縫沿著預定的軌跡焊接。
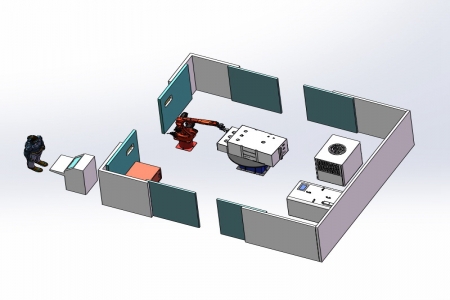
閉環(huán)控制
焊縫跟蹤系統(tǒng)與焊接機器人形成閉環(huán)控制,實時監(jiān)測和調整焊縫位置,從而實現(xiàn)高精度焊接。
2. 焊縫跟蹤系統(tǒng)的主要組成部分
傳感器(主要有以下幾種構成)
激光傳感器:通過激光掃描焊縫,測量焊縫的寬度、深度和位置。
電弧傳感器:利用焊接電弧的特性(如電流、電壓)檢測焊縫位置。
視覺傳感器:通過攝像頭捕捉焊縫圖像,結合圖像處理算法識別焊縫位置。
超聲波傳感器:利用超聲波反射檢測焊縫的幾何形狀。
數據處理器
對傳感器采集的數據進行分析和計算,生成調整指令。
執(zhí)行機構
接受調整指令,驅動焊槍或機器人進行位置或角度調整。